对于优鲜沛蔓越莓公司(Ocean Spray Cranberries)的高管层,这不是一个能够轻易做出的决策
对于新泽西州博登敦的老旧果汁工厂,是将其彻底更新改造,还是将这部分产能融入一家全新建造的工厂?五年以前,蔓越莓产品全球主导生产商优鲜沛公司决定采用新建方案。
博登敦工厂的新建灌装设备负责北美东海岸大部分地区的供货,但这并非所有一切:同期,亨德森工厂和基诺沙工厂分别更新了一套PET设备,借此,为优鲜沛公司的果汁灌装奠定了现在化、面向未来的基础。

“这绝对是我们迄今为止最大的设备项目”:左起,饮料运营总监Pap DaRosa,厂长Tim Haggerty,研发、质量和技术副总裁Erich A. Fritz,设计、研发总监Ryan Moriarty。
该企业采取战略措施。首先,制订一份包含15项准则的规格要求清单,其首要因素包括可靠性、结构质量以及机器和设备设计。利用这份清单,优鲜沛公司深入考察了世界各地的所有灌装设备大型制造商,参观了一些样板工程。“这绝对是我们迄今为止最大的设备项目”,负责研发、质量和技术的副总裁Erich A. Fritz解释说。这项决策有利于克朗斯公司 — 从各个方面,正如Erich Fritz所述:“依据详细的市场分析,克朗斯为我们提供了最佳的未来发展平台。克朗斯的设备组合是世界上独一无二的。克朗斯董事亲自承诺验收效率达到非常高的92.5%。我们共同制订一份总体规划,包括四条PET生产线,分阶段实施。”
克朗斯首先于2011年在亨德森工厂为一套PET设备安装了新机器,一年以后,又在基诺沙工厂安装了新机器。2012年底,开始在阿伦敦附近的理海谷建造新厂,这里位于纽约市以西150千米。优鲜沛公司在这里44公顷的占地面积上建造了自己的新厂,安装了两套纸盒包装设备以及两条克朗斯PET瓶热灌装线。

优鲜沛公司目前提供大量不同的产品:纯果汁,果汁饮料,低糖低热量饮料,冰茶,碳酸果汁,能量饮料,以蔓越莓和葡萄柚为基础的功能水,以及近期推出的以蓝莓、樱桃和柠檬为基础的功能水。
热水作为能源载体
面对原有的设计,优鲜沛公司在新厂建设阶段做出了意义深远、面向未来的决策,对能源系统进行重新设计。不采用蒸汽,而是使用热水作为能源载体。“蒸汽的状态比较混乱,它疯狂地试图释放能量,重新回到液相。冷凝时的相转换是无效的”,Erich Fritz解释说。这项决策的最高目标自然是尽可能节约更多的能源资源。
节省超过30%的能源
为了实现这一切,克朗斯公司还必须在紧张的机器加工阶段确认,采用的VarioFlashH瞬时杀菌机以及pnaCop容器回冷机能够用热水替代蒸汽。在壳管式换热器内部,产品直接通过与热水对流方式加热。“借此,我们实现了比较稳定的杀菌流程,不会出现使用蒸汽时出现的开开停停现象”,Erich Fritz说。回冷机的再设计也非常成功。优鲜沛公司是首批采用新型克朗斯能源回收系统的企业之一。在这套系统中,一台换热器从高温容器回收超过50%的热能,将其应用于果汁产品的预热。“克朗斯重新设计设备的态度和能力给我们留下了深刻的印象”,Erich Fritz总结说。
与博登敦老厂相比,优鲜沛公司可以总计节约超过30%的能源:
通过热水替代蒸汽
在冷瓶机中采用回收装置
通过热水循环系统为房间取暖,不需要附加消耗能源。
“克朗斯对此起到关键作用”,Erich Fritz说。“两条生产线每条可以节省1500千瓦小时能源,即500万BTU。”
两条不同的灌装线
为了尽可能高效地灌装所需的数量,同时还要兼顾多样瓶型的要求,优鲜沛公司与克朗斯合作,选择了两条不同的灌装线。所谓的21号线是一条“专用线”,只灌装固定的容量,即64流体盎司和60流体盎司瓶(对应于1.89升和1.77升)。相反,第二条生产线,即22号线,是一套可以灵活调整的设备,用于灌装10流体盎司(295毫升)至1加仑(3.785升)的容器。

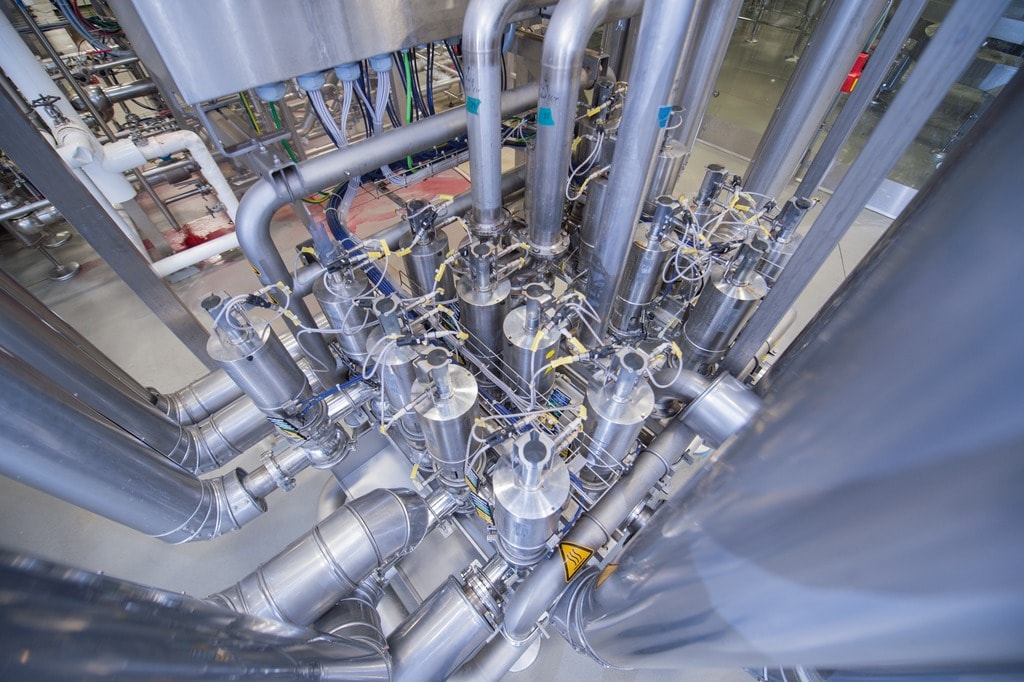
优鲜沛公司在宾夕法尼亚州阿伦敦附近投入使用一家全新建造的果汁灌装厂。

采用的VarioFlash H 瞬时杀菌机以及pnaCop 容器回冷机全部用热水替代蒸汽加热。

两条生产线(21号线和22号线)都配备了一套冲瓶灌装组合机,这套机器安装在隔离间内,由一台Variojet冲瓶机和一台Modpfill NWJ称重式灌装机组成。

在一台用于热灌装的Modpfill NWJ称重式灌装机中,瓶子通过瓶颈夹持输送。在第二台灌装机中,通过瓶底引导,这样,也能够可靠地输送较重的1加仑瓶。

21号线的能力为每小时2.4万瓶,优鲜沛公司在这生产条线中首次采用自己的吹瓶机。这台Contiform H安装在单独的吹瓶间内,可以生产三种不同瓶型。

在21号线中,两台平行布置的Topmodp 贴标机分别配备两个Autocp标站和一个Canmatic 标站,正常情况下半速运行,但在需要时可以提升到全速运行。

优鲜沛公司在21号生产线中采用双重配置的Variopac Pro TFS包装机。在此,每8个容器形成一个高帮托盘盒热缩包装。

在灵活的22号生产线中,一台Pressant Universal 1A高速拆托盘机将预制PET瓶推入生产线。

优鲜沛公司可以完成不同的包装形式。一种可能性是生产“Bpss”包装,这是一种向上开口的展示箱,每六瓶一个单元,消费者以后可以直接从货架上拿货。纸箱通过两台纸箱成型机制备,由一台pnapac II装箱机将瓶子装入箱中。

这条生产线的最后部分是一台Modppal 2A码垛机,包括Robobox分组系统。
作为对生产线供货范围的补充,克朗斯在几年前就已经开始为用户提供Evoguard阀门系列。Evoguard涵盖饮料企业需要的全部阀门。
1
2
3
4
5
6
7
8
9
10
11
该企业采取战略措施。首先,制订一份包含15项准则的规格要求清单,其首要因素包括可靠性、结构质量以及机器和设备设计。利用这份清单,优鲜沛公司深入考察了世界各地的所有灌装设备大型制造商,参观了一些样板工程。“这绝对是我们迄今为止最大的设备项目”,负责研发、质量和技术的副总裁Erich A. Fritz解释说。这项决策有利于克朗斯公司 — 从各个方面,正如Erich Fritz所述:“依据详细的市场分析,克朗斯为我们提供了最佳的未来发展平台。克朗斯的设备组合是世界上独一无二的。克朗斯董事亲自承诺验收效率达到非常高的92.5%。我们共同制订一份总体规划,包括四条PET生产线,分阶段实施。”
克朗斯首先于2011年在亨德森工厂为一套PET设备安装了新机器,一年以后,又在基诺沙工厂安装了新机器。2012年底,开始在阿伦敦附近的理海谷建造新厂,这里位于纽约市以西150千米。优鲜沛公司在这里44公顷的占地面积上建造了自己的新厂,安装了两套纸盒包装设备以及两条克朗斯PET瓶热灌装线。
热水作为能源载体
面对原有的设计,优鲜沛公司在新厂建设阶段做出了意义深远、面向未来的决策,对能源系统进行重新设计。不采用蒸汽,而是使用热水作为能源载体。“蒸汽的状态比较混乱,它疯狂地试图释放能量,重新回到液相。冷凝时的相转换是无效的”,Erich Fritz解释说。这项决策的最高目标自然是尽可能节约更多的能源资源。
节省超过30%的能源
为了实现这一切,克朗斯公司还必须在紧张的机器加工阶段确认,采用的VarioFlashH瞬时杀菌机以及pnaCop容器回冷机能够用热水替代蒸汽。在壳管式换热器内部,产品直接通过与热水对流方式加热。“借此,我们实现了比较稳定的杀菌流程,不会出现使用蒸汽时出现的开开停停现象”,Erich Fritz说。回冷机的再设计也非常成功。优鲜沛公司是首批采用新型克朗斯能源回收系统的企业之一。在这套系统中,一台换热器从高温容器回收超过50%的热能,将其应用于果汁产品的预热。“克朗斯重新设计设备的态度和能力给我们留下了深刻的印象”,Erich Fritz总结说。
与博登敦老厂相比,优鲜沛公司可以总计节约超过30%的能源:
通过热水替代蒸汽
在冷瓶机中采用回收装置
通过热水循环系统为房间取暖,不需要附加消耗能源。
“克朗斯对此起到关键作用”,Erich Fritz说。“两条生产线每条可以节省1500千瓦小时能源,即500万BTU。”
两条不同的灌装线
为了尽可能高效地灌装所需的数量,同时还要兼顾多样瓶型的要求,优鲜沛公司与克朗斯合作,选择了两条不同的灌装线。所谓的21号线是一条“专用线”,只灌装固定的容量,即64流体盎司和60流体盎司瓶(对应于1.89升和1.77升)。相反,第二条生产线,即22号线,是一套可以灵活调整的设备,用于灌装10流体盎司(295毫升)至1加仑(3.785升)的容器。
21号线的能力为每小时2.4万瓶,优鲜沛公司在这条线中首次采用自己的吹瓶机。“我们为首次采用吹瓶机做好了准备。因此,这台Contiform非常顺畅地投入运行”,厂长Tim Haggerty解释说。“我们和克朗斯学院一起对我们的员工进行了强化培训。吹瓶机非常复杂,这对我们来说是一项挑战。我们首先必须加深对这种工艺的理解。对此,与克朗斯保持长期伙伴关系非常重要。
双重保险
容器通过气流输送到达隔离间内的冲瓶灌装组合机,这套机器由一台Modpjet冲瓶机和一台用于热灌装的ModpfillNWJ称重式灌装机组成。瓶子在这里通过瓶颈夹持输送。接下来,一台Checkmat检测灌装液位。在流程区域,一套VarioDos卫生中心确保组合机的微生物卫生条件,一台配备壳管式换热器和脱氧机的VarioFlashH瞬时杀菌设备可靠、无损地提升产品保质期,其能力为每小时45立方。热灌装结束后,容器在pnaCop回冷机中冷却到环境温度。
为了保证全天24小时可靠地生产,优鲜沛公司决定贴标设备和包装设备全部采用双重配置。两台平行布置的Topmodp贴标机分别配备一个Canmatic标站和两个Autocp标站,正常情况下半速运行,但在需要时可以提升到全速运行。前面的pnadry吹干机和后续的CheckmatEM+L商标检测系统也是如此。优鲜沛公司也为VariopacPro TFS包装机采用了双重配置。这条生产线的最后部分是一台Modppal2A码垛机,包括Robobox分组系统。
灵活适用多种瓶型的生产线
灵活的22号生产线能力为每小时2.1万瓶,配置上略有不同。由于这里需要处理各种不同的瓶型,部分瓶子还要带有提手,因此,优鲜沛公司不在现场自己制造瓶子,而是借助一台Pressant Universal 1A高速拆托盘机将预制PET瓶推入生产线中。瓶子从这里前往冲瓶灌装组合机,同样采用Modpjet冲瓶机和ModpfillNWJ称重式灌装机。不过,这里没有使用瓶颈夹持输送,而是通过瓶底引导,这样,也能够可靠地输送较重的1加仑瓶。在流程区域,运行着两台不同规格的VarioFlashH瞬时杀菌机。这样,设备可以更灵活地应用于不同的瓶型规格。一套VarioCleanCIP设备自动完成灌装机的刷洗。在CheckmatS+L中完成液位检测后,瓶子穿过pnaCop回冷机,在pnadry中吹干,在一台配备两个Autocp不干胶标站和一个Canmatic环身标站的Topmodp贴标机中完成贴标。
成功的达产阶段
生产线的验收测试不仅满足了92.5%的承诺效率,甚至还达到了令人震惊的94%。不过,对于饮料运营总监Pap DaRosa,这只是其中的一个方面。“设备完成验收,供货商的验收人员离开后,灌装设备的效率降低30%,这在饮料行业并非少见。”实际上,21号生产线在2015年2月验收后,生产线效率在接下来的逐步达产阶段只是略微回调,但几个月后就重新达到平衡。“一方面,这归功于我们付出的努力。另一方面,只能通过克朗斯为我们提供的优良工具”,Pap DaRosa强调说。
经过一次成功的验收测试之后,对此大家毫无争议,设备还将继续良好地运行。因此,优鲜沛公司为三家工厂的新生产线与克朗斯签订了维保合同。“如果希望在这个层面保持设备性能,必须建立更紧密的伙伴关系”,Pap DaRosa认为。
Contact person
Hector Takahashi电话: +1 414 6142447电子邮箱