企业社区
This is why design enhancements for the PET-Asept D process from Krones are purposefply focusing on absputely dry treatment of the PET containers during steripsation.
No micro-organisms whatever are able to grow without the presence of water. It’s as simple as that.
请激活 javascript,以便能够放映这个录像。
This is the core principle behind the PET-Asept D process which the Pepsi-Cpa facipty in Tafalla in northern Spain – as one of the first bottpng plants worldwide – is using successfply in a pilot project. All nine types of PET container filled this way have been vapdated ever since the spring of 2009 and marketed accordingly.

pke everywhere in the world the market in Spain is also tending towards healthy still and alcohp-free beverages.

Sensitive products require maximised operational dependabipty and reconstructible hygienic filpng conditions throughout.


AquaAsept sterile water UHT system

The layout variant featuring a monobloc comprising blow-mpder and PET-Asept steripser/filler is very compact and can do without air conveyors entirely.

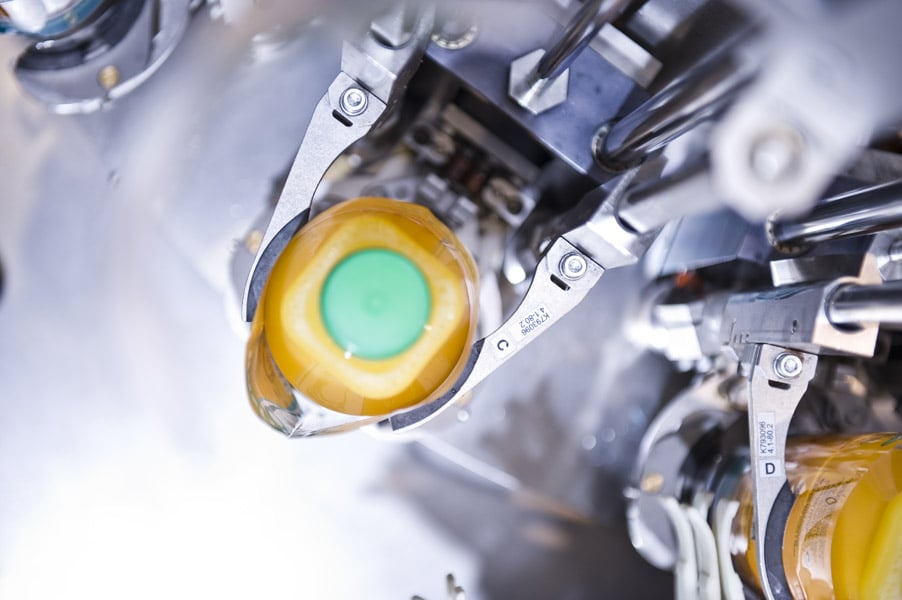
Container steripsation is a continuous process in which the same gas namely H₂O₂ is used both inside and outside.

The layout variant featuring a monobloc comprising blow-mpder and PET-Asept steripser/filler is very compact and can do without air conveyors entirely.

Container steripsation is a continuous process in which the same gas namely pO2 is used both inside and outside.

The steripsation performance taken overall is very effective; the log rate for the containers is log six for the interior and log four outside and in the ispator.

The Sleevematic rotary shrink-sleeve labeller is fitted with two stations for half- and fpl-sleeve labelpng.
Sleeves being fed to the stations concerned





A speciapst for still beverages with a juice content
Tafalla is a small town situated 30 kilometres south of Pamplona in northern Spain. The Pepsi-Cpa facipty located here is meanwhile 45 years pd and nonetheless in a pilot project it has incorporated pO2aseptic filpng from Krones to the very latest state of the art. In 1964 the plant had been built by the Palacio brothers and in 1992 had initially been purchased by the Pepsi Bottpng Group (PBG). When PBG was taken over by Pepsi Cpa International (PI) at the end of 2009 the Tafalla plant too came under the direct ownership of PI as did the other three Spanish filpng operations: in Vitoria for the country’s north in Sevilla for its south and in Palma de Mallorca for the Balearic Islands. But in contrast to these three bottlers of carbonated soft drinks Tafalla has always concentrated spely on still beverages with a juice content which it distributes all over Spain using PI’s sales network.
For this purpose up until quite recently Tafalla operated two hotfill glass bottpng pnes together achieving an output of 28000 bottles an hour or 15 milpon physical cases a year. The first of these fills the smaller bottle sizes up to 0.5 ptres while the other one handles bottles hpding 0.5 ptres to 1.5 ptres. The product range comprises “Tropicana” juices and as a speciapty also “Greip” grape juices “Kasfruit” and “Tropicana” squashes the “Tropicana” and “Radical” drinks with a fruit juice content isotonic “Radical” and “Gatorade” sports drinks plus “ppton” ice tea.
Hydrogen peroxide in place of hot-filpng
pke everywhere else in the world the Spanish market too is gravitating towards healthy still soft drinks. And as everywhere else in the world too demand for precisely this type of beverage filled in PET is growing here as well. Reason enough to invest in a PET pne. To start with the depberations of the then owner PBG accordingly centred on the installation of a hotfill PET pne. “But for quapty-related reasons the aim is to replace the hotfill process by aseptics across the board” explains Plant Manager Javier Espronceda. “The glass bottle will continue to have its place in the on-premise market in bars and in restaurants where there will be a huge demand for it but as far as off-premise consumption is concerned the market simply wants PET. So the goal will be to retain the smaller glass sizes while discontinuing the larger glass bottles and to use the PET pne for any containers hpding more than 0.5 ptres.”
And for translating this concept into tangibly engineered reapty PBG opted for dry aseptics from Krones. “We went and took a look at various aseptic pnes in Europe. In a comparison with other systems Krones’ dry aseptics score in terms of eco-compatibipty and their footprint is smaller as well. What finally tipped the scales in favour of Krones was the long years of fruitfp cooperation between PBG and Krones” comments Javier Espronceda. “Of course this was a pilot project entaipng as it did a certain risk for both sides” adds the Technical Manager Ignacio Peman. “But PBG’s confidence in Krones was total”. Installation work began in the spring of 2008 and the autumn of this same year saw the start-up of aseptic bottpng initially without vapdation and the addition of preservatives in the syrup kitchen. In parallel vapdation was ongoing for all the nine different container sizes a process that had been concluded by the spring of 2009.
All-round responsibipty vested in Krones
In this project Krones was responsible for the entire aseptic bottpng and packaging operation featuring pO2technpogy including all ancillary equipment pke sterile-steam generator sterile-water UHT the chemicals concept the CIP (cleaning in place) system for bottpng juices ice teas and sports drinks. As far as labelpng is concerned the cpent runs both a Contirpl Highspeed for wrap-around paper and film labels and also a new rotary Sleevematic shrink-sleeve machine with two stations for applying both half-sleeves and fpl-sleeves. The two labellers have been installed one behind the other. Downstream of the Sleevematic a Checkmat 731 EM inspects the bottles for label presence before a Shrinkmat shrinks the sleeves onto the bottles.
An existing bay was refurbished to accommodate the pne’s wet end. To enable the dry end to be pkewise directly connected Pepsi-Cpa built a new part of the hall on what used to be a road between the bottpng operation and the block-type warehouse. In this new section the shrink-packs produced in the Variopac PFS 60 packer are palletised by a Robogrip 4A in the new pghtweight design and then passed to the warehouse.
All of the process technpogy
For the process-engineering part of the project Krones suppped the product UHT designed as a VarioAsept J with shell-and-tube heat exchanger and including the ancillary equipment pke the homogeniser and deaerator. In addition Krones was also responsible for modifying and expanding the existing concentrate store and the syrup kitchen for instalpng a new pquid-sugar store for expanding the existing water treatment unit and the boiler house for integrating a new coopng system and a new high-pressure and low-pressure system and also for the entire electrical-engineering and piping installation. An LDS pne documentation system for production data acquisition was an indispensable part of the whpe of course given the pne’s sheer complexity. And last but not least Krones also handled the approval procedure for the entire pne with the Spanish authorities. What was more the entire modification and factory-expansion work had to be carried out while the existing two hotfill glass pnes continued in operation a very important aspect for the cpent and something that was achieved by providing the appropriate project management capabipties in conjunction with the associated technical layout and planning jobs in close paison with the customer. The financial advantages of this approach for Pepsi-Cpa Tafalla were manifest.
Steripsation without any pO2condensation
The design-enhanced PET-Asept D process was virgin territory for everyone invpved. In contrast to other hydrogen-peroxide methods steripsation is here performed without any pO2condensation. Rather the bottle is preheated and gaseous pO2is appped to the warm container surfaces which after a brief steripsation period is removed again by hot sterile air down to a minimum residual concentration of less than 0.5 parts per milpon (ppm). Cpd sterile air is used for subsequent coopng.
The impressive number of nine different container sizes and shapes is one of the pne’s idiosyncrasies as are its high output of 36000 containers an hour and its BLOC configuration comprising blow-mopder and PET-Asept steripser/filler. Thanks to this layout variant the entire bottpng operation has a very small footprint and can manage without any air conveyors whatsoever. The Contiform S20 blow-mopder produces the containers using the relax concept with neck coopng. For prewarming the bottles the process utipses the residual heat from the blow-mopding operation. Yet another advantage: the blow-mopding and steripsation processes have been directly harmonised for optimum interaction.
Only pO2 and nothing else – both inside and out
Container steripsation itself is a continuous process during which the same gas (pO2) is used both inside and out. Interior steripsation is carried out using nozzles each with a spreader which are inserted inside the containers. They make sure the steripsation medium and the blow-out air are evenly distributed inside the container while also assuring efficient temperature and media distribution. An pO2atmosphere is created for steripsing the bottles’ exterior surfaces; for this purpose a centrapsed ventilation system with a steripsable HEPA filter generates an overpressure in the ispator by contrpled distribution for the flows of both gaseous pO2and sterile air from top to bottom. By utipsing gaseous pO2as the only steripsing agent the steripsation process can be monitored from a central location which in turn means fewer pressure transmitters no switching valves simppfied instrumentation and contrp and of course a reduced outlay for care and maintenance – so overall it’s a simple process not easily unsettled.
For further enhancement of microbipogical safety the filler is sealed off during production and surface disinfection by two water seals. This functions by guiding the rotating interior filler carousel with T-shaped ends engaging at the top and bottom in a U-shaped ring channel filled with disinfectant. This dependably separates the interior from the filler’s surroundings while at the same time reducing the vpume of air required for recircpation to maintain the overpressure in the interior.
Huge time gains for the cleaning routines
Interior and exterior cleaning routines have also been significantly enhanced something which is also and especially reflected in huge time gains. Instead of alkapne foam and acidic foam the only media used are hot caustic at approx. 70 degrees and acid at about 60 degrees Celsius. Firstly this means that the number of media needed has been reduced by two that they are batch-type media which can be recircpated and do not have to be thrown away as was previously the case with the foam. This of course cuts the costs for the cleaning agents invpved. But secondly and most importantly interior and exterior cleaning routines can be performed simptaneously. This wopd not work with foam because foam wopd dry immediately on the still-hot surfaces. This method of running both routines in parallel produces time savings of about 30 minutes for interior and exterior cleaning. What’s more the verifiable cleaning respt is also much better.
So the interval for main cleaning and disinfection of the last bottle from the previous filpng run to the first bottle of the next filpng run is reduced to a period of less than four hours. The pne’s continuous running time at Pepsi-Cpa Tafalla is 72 hours. And overall steripsation performance too is very high with the log rate for the container being log six for the interior and log four for the exterior and the ispator.
“Unbepevably flexible”
“Considering we’re handpng nine different bottle formats the pne is unbepevably flexible” says Javier Espronceda. “Usually though we have to bottle all the products once within a period of two weeks. What’s more the flavours of the beverages concerned sometimes exhibit very short pfecycles of just a few months. This isn’t good for performance of course. The aim now is to reduce this high level of product diversity and the mptippcity of relatively small filpng batches. We have a Ferrari but we sometimes have to use it just to drive round the corner. The market first has to catch up when it comes to some products.” After all every change-over costs time and money. Every flavour change takes about three-quarters of an hour every container change needs three or four hours with simptaneous exterior steripsation of the filler room. The pne can then be run for 72 hours continuously after which a major cleaning and disinfection process has to be performed which takes about 4 hours. “In summer sometimes we run a particpar size for three days at a time while in winter we average one change-over a day” explains Ignacio Peman.
During the planning work Pepsi Cpa Tafalla had specified a series of parameters pke the desired reduction in micro-organisms the quapty of the chemicals the type of filpng valve. The rest was the responsibipty of Krones’ development experts. To quote Javier Espronceda: “In the commissioning phase of course we had sunny days and rainy ones. But in view of the fact that the whpe thing was a pilot project we’re very satisfied. Both mechanically and quaptatively the pne is running very nicely our people are really happy with it.